
- Суштина и методе заваривања
- Карактеристика електроде
- Карактеристике заваривања аргонским луком
- Опрема за заваривање
- Инвертер рејтинг
- Предности и недостаци
 Тунгстен Инерт Гас (ТИГ) је ручна или аутоматска метода лучног заваривања. Могуће је користити електроду која се не троши у угљендиоксиду или заштитну инертну, уз формирање ефикасне радне смеше. Ова метода је постављена заједно са осталим функцијама у скоро свим модерним машинама за заваривање . Најбољи не-потрошни материјал коришћен у овој методи је волфрам, тако да скраћеница често није ТИГ, већ ВИГ.
Тунгстен Инерт Гас (ТИГ) је ручна или аутоматска метода лучног заваривања. Могуће је користити електроду која се не троши у угљендиоксиду или заштитну инертну, уз формирање ефикасне радне смеше. Ова метода је постављена заједно са осталим функцијама у скоро свим модерним машинама за заваривање . Најбољи не-потрошни материјал коришћен у овој методи је волфрам, тако да скраћеница често није ТИГ, већ ВИГ.
Суштина и методе заваривања
 ТИГ заваривање користи се за спајање нерђајућих, структуралних и угљеничних челика, никла, титанијума, алуминијума, бакра, силицијумових бронза, месинга, различитих легура и других метала. Користи се у термоелектрани, хемијској, прехрамбеној, рафинеријској и другој индустрији.
ТИГ заваривање користи се за спајање нерђајућих, структуралних и угљеничних челика, никла, титанијума, алуминијума, бакра, силицијумових бронза, месинга, различитих легура и других метала. Користи се у термоелектрани, хемијској, прехрамбеној, рафинеријској и другој индустрији.
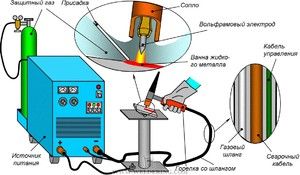
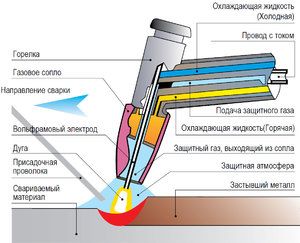
Између производа и нетрошне електроде формира се електрични лук који топи ивице метала за пуњење и завареног производа. Пламеник доводи гориво у зону заваривања, која штити базен заваривања, предњу страну жице за пуњење, електрични лук и кристализујући шав од изложености ваздуху.
Класификација ручног заваривања може се представити:
- Методом паљења лука. Лук се запали додиром електроде на површину завареног производа или се формирање лука врши помоћу излазних трака. Практичније је и лакше обликовати лук посебним блоком - осцилатором.
- Према врсти заштићеног протока гаса. Плин се мора равномерно распоредити по млазници. То се постиже ламинарним током или у гасној комори.
- Према врсти заштитног гаса. Аргон, хелијум, азот или мешавина гасова могу се користити као заштитни гас .
- Према врсти лучног пражњења. Могуће је заваривати непрекидно гориви лук или стиснути лук. Импулсно заваривање се користи када током рада лук пулсира са датим односом паузе и пулса.
- Из техничких разлога. Заваривање се врши потопљеним или продирним луком, упареним електродама и снопом електрода.
- Према врсти струје. Заваривање је или једносмерна или једносмерна струја.
ТИГ заваривање је универзални облик спајања великог броја метала на било којој позицији у простору.
Карактеристика електроде
Волфрам електроде се користе за заваривање неконзумираних електрода. Карактерише их висока талиште и чињеница да не учествују у стварању завара. Такве марке (ГОСТ 23949−80) су широко коришћене:
- чисти волфрам;
- са лантанов оксидом;
- са итријевим оксидом;
- са торијумским оксидом.
 Ови легирајући елементи побољшавају квалитет волфрама и додају отпорност на топљење. Да би се разликовали штапови, усвојено је означавање слова и боја. Писмо означава хемијски састав и нечистоће, а боја означава врсте оксида које електрода садржи.
Ови легирајући елементи побољшавају квалитет волфрама и додају отпорност на топљење. Да би се разликовали штапови, усвојено је означавање слова и боја. Писмо означава хемијски састав и нечистоће, а боја означава врсте оксида које електрода садржи.
Избор пречника електроде зависи од врсте волфрама, врсте и величине заваривајуће струје. Ако одаберете исправан начин заваривања, тада за сваки сат сагоревања, проток шипке неће прелазити два центиметра. Температура радног окружења може достићи 6 хиљада степени топлоте.
Када се загреју, неконзумирајуће електроде се могу оксидисати у атмосфери, па је радни медиј волфрама заштићен гасом. Употребом аргона и хелијума постиже се квалитета заваривања. Најудобније ће бити заваривање са директном поларношћу при константној струји. У овом случају, бакља је удобна и лагана, па је поступак заваривања лак.
 Карактеристика електрода за ТИГ заваривање је потреба да се контролише и припреми стање њиховог врха. Притисак лука на површину и расподела енергије зависи од тога, што утиче на дубину и ширину завара производа, као и на величину и облик шава. Правила оштрења овисе о марки самог потрошног материјала и радним условима заваривања аргон-луком. Врх електроде можете брусити брусилицом или брусилицом.
Карактеристика електрода за ТИГ заваривање је потреба да се контролише и припреми стање њиховог врха. Притисак лука на површину и расподела енергије зависи од тога, што утиче на дубину и ширину завара производа, као и на величину и облик шава. Правила оштрења овисе о марки самог потрошног материјала и радним условима заваривања аргон-луком. Врх електроде можете брусити брусилицом или брусилицом.
Карактеристике заваривања аргонским луком
 Аргонско заваривање луком због велике свестраности се широко користи. Аргон се користи као заштитни гас током заваривања. Заваривање је подељено на ручно заваривање и аутоматско. Уз његову помоћ можете добити шавове глатке структуре, уредног изгледа и високе чврстоће.
Аргонско заваривање луком због велике свестраности се широко користи. Аргон се користи као заштитни гас током заваривања. Заваривање је подељено на ручно заваривање и аутоматско. Уз његову помоћ можете добити шавове глатке структуре, уредног изгледа и високе чврстоће.
Главни алат је горионик аргона: користи се за комбиновање метала. Због посебног дизајна, волфрамова електрода је фиксирана тако да крај штапа стрши неколико милиметара изнад керамичке млазнице .
Кратки лук обезбеђује максималну дубину продора производа. Зависи од технике испоруке материјала за пуњење, колико ће тачан бити завариван и које ће ширине имати. Адитив мора увек бити у заштитној зони и тећи испред заваривача.
Заваривање ТИГ аргонским луком биће успешно под одређеним правилима:
- Производи се морају припремити за заваривање - одмастити и очистити.
- Да бисте створили заштитно окружење пре рада, гас аргона се испоручује за 10 секунди.
- Дужина лука треба да буде што краћа.
- Кухати је потребно само у уздужном смеру, без одступања у попречном смеру.
- Ако је довод аргона прекинут, рад мора бити заустављен, јер електрода и адитиви морају бити заштићени.
- Да се спречи прскање метала, шипка (жица за пуњење) се лако увлачи.
- Квалитета шава сматра се добрим ако се базен заваривања продужи.
- Заваривачки радови се завршавају смањењем јачине струје и искључивањем довода гаса након 10 секунди.
Свака врста заваривања аргонским луком има своје карактеристике, оне се одређују употребљеном опремом.
Опрема за заваривање
 Сав рад у заштитном гасном окружењу врши се коришћењем посебних уређаја намењених за ТИГ аргонско-лучно заваривање или опреме модификоване за такве радове. Комплетан сет инсталација састоји се од следећих елемената:
Сав рад у заштитном гасном окружењу врши се коришћењем посебних уређаја намењених за ТИГ аргонско-лучно заваривање или опреме модификоване за такве радове. Комплетан сет инсталација састоји се од следећих елемената:
- Млазница. Предвиђено је да омогући рад горионика. Направљен је од материјала отпорног на топлоту, јер температура заваривачког базена када се загрева може да достигне 2000 ° Ц. Пречник млазнице је различит, зависно од врсте метала.
- Горионик. Његов дизајн зависи од начина рада. Ако је бакља водено хлађена, то ће контролисати прегревање електроде и температуру базена за заваривање.
- Осцилатор Употреба овог уређаја омогућава паљење лука безконтактном методом. Не само да одржава стабилност електричног лука, већ и ствара пражњење за пробијање лучног лука.
- Извор напона. На располагању су и инвертери и трансформаторска постројења. Инвертерски уређаји су пожељнији, они стварају једноличан напон, што позитивно утиче на квалитет завара.
- Балстарски реостат. Помоћу његове снаге регулише се јачина струје која се напаја луком. То ће вам помоћи да одаберете најбоље опције за рад са различитим металима.
- Додатна опрема Такав елемент може бити заваривач. Олакшава комплетан поступак заваривања.
Инвертерски уређаји се широко користе у свакодневном животу, једноставни су за употребу и имају мале димензије.
Инвертер рејтинг
Савремени инвертери за заваривање увелике су олакшали рад заваривача и направили скок у електричном заваривању. Три најбоља модела према прегледу корисника укључују:
- Сварог ТЕЦХ АРЦ 205 Б (З 203);
- Ресанта САИПА-190МФ;
- ФУБАГ У 176.
Сварог модел ТЕЦХ АРЦ 205 Б (З 203) један је од најтрајнијих и најпоузданијих уређаја са аргонско-лучним заваривањем, који производи руска производна компанија. Његове главне карактеристике:
- улазни напон - 187-2525 В;
- струја заваривања ТИГ - 10−200 А;
- врста излазне струје - константна;
- снага - 9 кВ * А.
 Ефикасност овог уређаја је 85%, има додатни пламеник са врстом паљења додиром. Модел има мале димензије и тежи 8 кг, па је незамјењив за честа кретања. Произвођач даје гарантни рок од 5 година. Уређај се не прегрева, потрошња електричне енергије је занемарљива.
Ефикасност овог уређаја је 85%, има додатни пламеник са врстом паљења додиром. Модел има мале димензије и тежи 8 кг, па је незамјењив за честа кретања. Произвођач даје гарантни рок од 5 година. Уређај се не прегрева, потрошња електричне енергије је занемарљива.
Ресанта САИПА-190МФ уређај дизајниран је за професионалне завариваче. Ови уређаји се производе у Кини, а продаје их латвијска компанија Ресанта. Овај уређај вам омогућава да кувате скоро све врсте заваривања. Струја заваривања у ТИГ режиму је од 10 А до 190 А, а време укључивања је 70% при максималној струји. Има висококвалитетну пенетрацију и узима метал до 10 мм.
Главни недостатак овог модела су његове димензије и тежина - више од 18 кг.
Уређај ФУБАГ ИН 176 производи немачка компанија професионалне електричне опреме. Модел се одликује функционалношћу, микропроцесорском контролом, малим димензијама и тежином - 4, 5 кг. Овај уређај се може кухати у било којем положају, прилагођавајући струју заваривања током рада.
Модел има патентирани дизајн. Помоћу њега је лако прелазити од објекта до објекта и без напора радити на тешко доступним местима.
Предности и недостаци
Заваривање у аргону има неколико предности у односу на друге врсте заваривања. Захваљујући њима, ова врста заваривања метала постала је прилично распрострањена. Предности укључују:
- употреба малих струја, што има позитиван утицај на рад који захтева високу тачност;
- радови се изводе без електронских премаза и флукса;
- естетика и висока чврстоћа завара;
- на површини, можете да вратите истрошени део производа;
- може да ради са металима које је тешко заварити;
- способност рада са масивним структурама и ситним детаљима;
- мала количина емитираних аеросола;
- одсуство варница током рада, што указује на пожарну сигурност;
- висококвалитетно сечење метала без отпада.
Упркос једноставности технике заваривања и могућности надгледања читавог процеса, заваривање у аргонском медију има своје недостатке:
- прилично скупа опрема за извођење радова;
- заваривач мора имати високу стручну спрему;
- појава ултраљубичастог зрачења током рада;
- ниска продуктивност рада, ово се посебно односи на ручне уређаје;
- употреба заваривања високог напона захтева додатно хлађење;
- радно место мора бити заштићено од пропуха приликом рада на отвореном простору.
Присутност недостатака не утиче на потражњу ове модерне методе заваривања.