
- Врсте нити
- Разноликости точења
- Савети за израду делова
- Остале врсте обраде
- Како проверити исправан рад
 Данас се навојни спојеви налазе готово свуда: и у техничким уређајима и у великом броју предмета за домаћинство. Главни алат за производњу таквих једињења је славина. За навоје се користи за брзо и лако стварање прецизне и висококвалитетне обраде на унутрашњој равнини отвора.
Данас се навојни спојеви налазе готово свуда: и у техничким уређајима и у великом броју предмета за домаћинство. Главни алат за производњу таквих једињења је славина. За навоје се користи за брзо и лако стварање прецизне и висококвалитетне обраде на унутрашњој равнини отвора.
Врсте нити
Дизајн алата с временом је постао промишљенији, а данас вам омогућава да креирате јасну унутрашњу нит.
Врсте навоја одређују се следећим параметрима: намена, врста профила, величина корака, смер (десно, лево), систем мерења (метрички, инчни, цевни), место на делу (унутрашњи, спољашњи), природа површине, број посета.
Намеравана класификација
У модерној индустрији постоје различите врсте славина које се међусобно разликују по дизајну и функционалности. По ознакама, славине могу припадати једној од следећих врста:
 Ручни славини су једносмерни, дво- и тросполни. Број славине у сету је означен бројем кружних узорака на рупици. Када обрађујете производе од посебно тврдих легура, такав сет може достићи пет комада. Радни промјери таквог алата који је укључен у комплет се разликују.
Ручни славини су једносмерни, дво- и тросполни. Број славине у сету је означен бројем кружних узорака на рупици. Када обрађујете производе од посебно тврдих легура, такав сет може достићи пет комада. Радни промјери таквог алата који је укључен у комплет се разликују.- Машинске славине дизајниране су за резање слијепих и кроз навоје. За добро одвајање струготине и за испрекидане рупе користите алат са уторним уторима: лево - за пролазно, десно - за слепе рупе с десним навојем. Користе се за окретање, бушење, модуларне и друге машине.
- Да бисте створили навој у пролазним рупама, користите навртке без навоја уназад навојем сецкане матице на право или закривљено лежиште алата. Славине са овом дизајнерском карактеристиком користе се на машинама за сечење матица, на којима режу матице у континуираном циклусу. По правилу раде без присилне пријаве.
 Спот славине . Дизајниран за претходно резање округлих матрица пре бушења рупа за резање струготине. Улазни део је сужен по целом профилу.
Спот славине . Дизајниран за претходно резање округлих матрица пре бушења рупа за резање струготине. Улазни део је сужен по целом профилу.- Матернице . Предвиђено за калибрацију навоја округле матрице након бушења рупа од чипса. Улазни део је коничног облика по целом профилу, а калибрациони део је цилиндричног облика.
- Комбиновани славине . Дизајниран за обављање више потеза обраде. Избушивање рупе и увлачење кроз рупе без присиљавања је изведиво ако алат за навој на екрану почне с радом након што бушилица напусти рупу.
Навој у лаким металима врши се употребом алатних машина дефинисаних ГОСТ стандардима, за које су нити на профилном делу подешаване по нагибу. Са левим уторима - за рупе у десној руци, а за слепе рупе - рупе у десној руци.
Код челика отпорних на корозију и топлоте, резање навоја врши се специјалним алатима (ГОСТ 17927–72 *).
Сечење титанијума и његових легура
Треба се избегавати резање у рупама слепих и дугих нити како би се спречило пукнуће радног алата. Процес навоја олакшава се повећањем пречника отвора за навојни елемент. Код тврдих материјала и каљених челика, резање навоја такође се врши помоћу алата од карбида. Примените методе вибрационог сечења навојног елемента.
Важни параметри
Овисно о жељеним карактеристикама, тачности, дозвољеној храпавости површине радног комада, конфигурацији дијела и намјени навојног елемента, одаберите методу израде дијела. Значајно утиче на овај процес и обрадивост дизајна навојних делова.
Разноликости точења
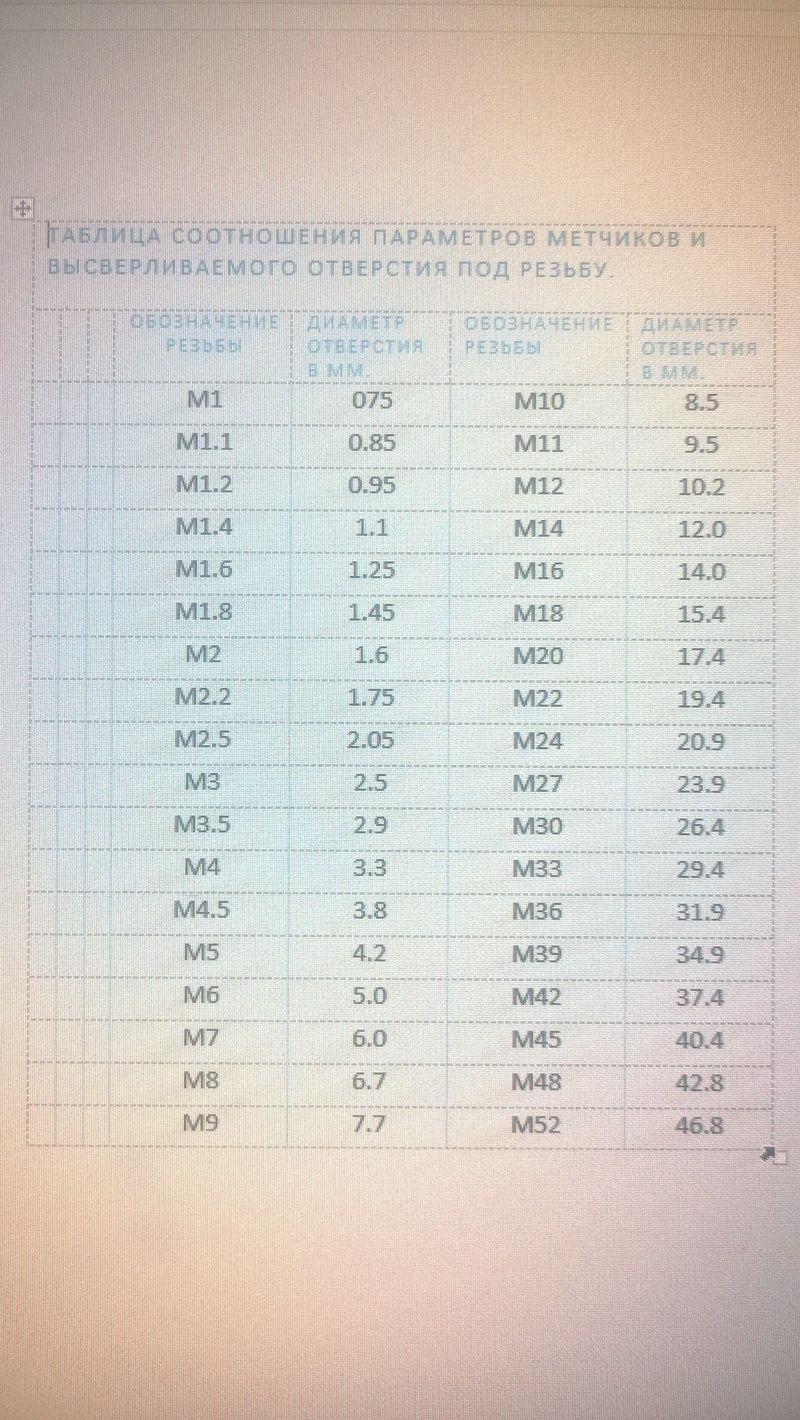
Метричка врста сечења. Исечени елемент таквог навоја има облик исосцелес троугла, целокупна вредност се мери у милиметрима, такви славини су обележени словом (М). За одабир правог алата током сечења користи се посебна референтна табела славина.
Табла за тапкање:
Инчни радни део алата има стожаст облик. Пречник таквог алата мери се у инчима, а висина тона је број навоја по инчу.
Пипе Цилиндрични и конични славине користе се за навој спојева цеви.
Савети за израду делова
При сечењу спољног елемента са навојима важно је придржавати се мера предострожности. Такође је потребно следити следеће препоруке:
- Пре сечења спољног навојног елемента обратка на шипки потребно је уситнити, уметнути матрицу тачно без изобличења и обавезно подмазати комад уљем.
- У случају када је шипка закривљена, можете уклонити неисправни део легуре и поново започети са навојем.
- Ако се отвор отвори помоћу славине, мора се избушити окомито на равнину дела, савити се скут, а груба славина подмазати уљем.
- Када бирате славине, боље је обратити пажњу на означавање алата и одлучити се за производе од челика велике брзине. Такав челик је трајнији и није склон кварима.
- Ако се алат за резање унутрашњих навоја покварио, морате га користити посебним алатом да бисте га уклонили из обратка.
Остале врсте обраде
За резање резача на стругама спољне и унутрашње равни користе се различити уметци од тврдог карбида или мали алат који подсећа на досадан алат. Алати са једним навојем производе обраду профила са више пролаза. Навојни секачи су призматични, ламелирани, шипкасти, са механичким причвршћивањем карбидних плоча.

Алат је уграђен у средину дела који се секу. Таква обрада се врши на вишеосним или ваљаним ваљцима. Постоји могућност употребе једноструких и више зубних карбидних уметака.
Употреба заменљивих уметка од тврдог метала при навоју на стругама омогућава обраду рупа од 6 мм или више. Машинско навијање је погодно за многе материјале са тврдоћом до 50 ХРЦ.
Глодалице са навојем
Други начин сечења унутрашњих и спољних навоја је глодање на ЦНЦ машинама са спиралном интерполацијом. Користи се у таквом алату за резање навоја као цели резбари од тврдог карбида, па заменљиве карбидне уметке. Постоје глодалице за резање навоја са више окретаја, једноструки, диск и чешаљ. Код обраде радног комада предност се даје глодалицама са више окретаја. Њихов опсег је прилично опсежан, јер су способни за обраду материјала јачине до 65 ХРЦ, и омогућују обраду широког спектра материјала.
Ове секаче имају широку употребу, а њихов пречник почиње од најмањег (од 1, 5 мм) и завршава се са највећим димензијама. Употреба овог алата има много предности. Исти резач може се користити за рупе различитих пречника помоћу једног нагиба навоја.
Употреба абразивних материјала
Начин обраде навоја с абразивним алатима значајно се разликује од претходних и даје велику вјероватност резања унутарњег навоја високе прецизности. То је висококвалификовано решење за производњу огромног броја делова који имају малу толеранцију нетачности од жељених параметара. Једна таква машина може брусити широку палету унутрашњих варијанти навојних елемената. Елементи који се производе унутрашњим брушењем укључују мере навоја, матице за обичне и кугличне вијаке.

Резање навоја брушењем врши се на машинама дизајнираним за ове процесе, које имају главна својства: крутост инсталације, стабилна температура, тачност покрета дуж координатних осе, могућност извођења прецизних циклуса покрета и присуство специјалних прецизних вретена са сензорима за контролу температуре.
Процес извлачења
За рупе за обраду метала дубине до четири калибра користе се ролице за точење. Њихов принцип рада је деформација материјала, док се ивер не формира и не постоји вероватноћа да ће се заглавити. Недостатак овог третмана је ограничена чврстина сланине до 40 ХРЦ, јер такав навојни поступак омогућава деформацију коришћеног материјала, који мора бити дуктил, са малим коефицијентом затезања.

Такав алат има већу крутост, услед чега практично не подлеже извијању. Уплетена нит је најјача, јер се груба легура сабија и постаје једнолика. Од недостатака ове врсте славина је и највећи обртни момент и већа снага машине. Ограничење је чињеница да рупу треба прецизније избушити него приликом навоја.
Уплетени делови се не користе у неким индустријама због савијања унутрашњег пречника навоја.
Како проверити исправан рад
Да би се проверила исправност и што је најважније, квалитета обављеног рада, постоје посебни алати - калибри. На таквом инструменту морају се имати на уму следеће информације:
- Параметри толеранције;
- ПК именовање;
- ЛХ шифра за алате са левим навојем.
Постоје калибри
- Прстен.
- Цорк.
- Носач
Пре него што почнете да користите ове методе, требало би да темељито проучите процесе, изаберете шта је погодно и строго следите сва правила за обраду. Немојте занемарити мере предострожности, само у том случају резултат ће бити квалитетан и тачан.