
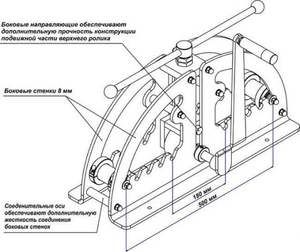
- Машина за обликовање рола
- Машина за обликовање рола
- Суптилности израде јединице
- Одабир облика радне површине ваљка
 Профилгиб је машина за савијање профила и цеви у задати угао. Уређај савија угао, утичницу, И-сноп, канал. За рад са различитим врстама ваљаних производа користе се ваљци са површином која подсећа на профилни део; савијање цеви се врши на осовинама једноставног изгледа. Сила савијања постиже се хидрауличном стезаљком, док се метал деформише. Електричне фабричке машине могу створити притисак на профил од око 8 тона или више.
Профилгиб је машина за савијање профила и цеви у задати угао. Уређај савија угао, утичницу, И-сноп, канал. За рад са различитим врстама ваљаних производа користе се ваљци са површином која подсећа на профилни део; савијање цеви се врши на осовинама једноставног изгледа. Сила савијања постиже се хидрауличном стезаљком, док се метал деформише. Електричне фабричке машине могу створити притисак на профил од око 8 тона или више.
Машина за обликовање рола
 За рад машина користи се принцип хладне деформације, али постоје две врсте јединица које се разликују у смеру примене силе. Шеме се разликују у дизајнерским шемама, посебности локације осовина (покретних и статички непомичних) и погона, али раде са једнаком ефикасношћу.
За рад машина користи се принцип хладне деформације, али постоје две врсте јединица које се разликују у смеру примене силе. Шеме се разликују у дизајнерским шемама, посебности локације осовина (покретних и статички непомичних) и погона, али раде са једнаком ефикасношћу.
У првом случају, пинцх ваљак се креће у правцу одозго, ово је уобичајена шема која се користи у савијачима цеви и машинама за савијање профила. Ако осовина притисне обрадни комад одоздо, то је друга варијанта деформационе силе. Бочни ваљци су непомични, само се средишња осовина помера, принцип се користи у јединицама са хидрауликом.
Машина за обликовање рола
 Упркос привидној сложености јединице, можете направити машину за обликовање ваљака властитим рукама. Цртежи се изводе самостално или се бирају са Интернета, док шема слика не одговара много, потребна је детаљна слика елемената са тачним димензијама. Домаће јединице обично се израђују за профил пречника до 50-60 мм.
Упркос привидној сложености јединице, можете направити машину за обликовање ваљака властитим рукама. Цртежи се изводе самостално или се бирају са Интернета, док шема слика не одговара много, потребна је детаљна слика елемената са тачним димензијама. Домаће јединице обично се израђују за профил пречника до 50-60 мм.
Припрема материјала и јединица
За производњу машине ће вам требати елементи:
- лежајне јединице са ваљаним ваљцима притиснутим у њих;
- метални канал висине 80 цм;
- три челичне осовине пречника 8 цм;
- ланац за бицикле или ланац можете преузети из "Зхигули" зупчаника;
- челична трака, њена дебљина не сме бити мања од 5-6 мм;
- М20 вијци, не мање од 6 цм, одговарајуће матице;
- метални оков са глатком површином пречника 12 мм.
Да би се направили прагови за кревет, из канала се одрезују два попречна дела дужине 20 цм и два уздужна дела по 70 цм, а на уздужним празнима крајеви су окидани до 70 °.
Почетна фаза рада
 Да бисте одредили тачно место уградње лежајева, нанесите их на врх два уздужна дела лежишта и обележите вијке. За рад на металној површини помоћу језгре. Склопови лежаја су постављени по страни, а рупе за бушење су пробушене у деловима оквира помоћу електричне бушилице и бушилице пречника 20 мм за метал.
Да бисте одредили тачно место уградње лежајева, нанесите их на врх два уздужна дела лежишта и обележите вијке. За рад на металној површини помоћу језгре. Склопови лежаја су постављени по страни, а рупе за бушење су пробушене у деловима оквира помоћу електричне бушилице и бушилице пречника 20 мм за метал.
Бочни причвршћивачи осовине израђени су од канала, израђени су на месту, у односу на пречник осовине одабрану за машину. За пролаз осовине, у причвршћивачима се буше рупе. Како би се спречило да осовина промени положај услед великих напора током рада, ивице отвора ојачане су челичним тракама, укупна дебљина монтажног зида у отвору отвора је најмање 1 цм.
Стезна јединица је формирана од унапред припремљеног дела канала дужине једнаке ширини осовине, а крајеви радног дела су скочни на 45 °. Костур осовине израђен је у облику слова У, користе се два бочна дела канала и попречни праг. Од остатака металног профила добијају се још два зареза дужине 50 цм која служе за усмеравање кретања осовине.
Следећа фаза производње
 Два дела су изрезана из металне траке, њихова дужина се израчунава тако да се слободно уклапају у унутрашњи део канала - то ће бити причвршћивачи за вијке. Да бисте осигурали пролаз вијака, пробушите рупе у плочама, постављајући их 1 цм од ивице. Готови причвршћивачи се постављају у шупљину канала и заваре.
Два дела су изрезана из металне траке, њихова дужина се израчунава тако да се слободно уклапају у унутрашњи део канала - то ће бити причвршћивачи за вијке. Да бисте осигурали пролаз вијака, пробушите рупе у плочама, постављајући их 1 цм од ивице. Готови причвршћивачи се постављају у шупљину канала и заваре.
У готову конструкцију слоја се убацује осовина, затим се уздужни и попречни радни комади спајају заваривањем. Вертикалне водилице од канала причвршћене су на готов слој тако да се склоп стезаљки може кретати дуж њих.
 Средишњи вијак за стезање биће смештен у рупи пречника 22 мм, отвор је избушен тако да се вијак слободно креће у њему, али не може да испадне. Да би се постигао овај циљ, на крају вијка заварени су мали зауставни рафали.
Средишњи вијак за стезање биће смештен у рупи пречника 22 мм, отвор је избушен тако да се вијак слободно креће у њему, али не може да испадне. Да би се постигао овај циљ, на крају вијка заварени су мали зауставни рафали.
Водећи носачи за кретање носача биће смештени на попречној носећој траци, за коју су два канала извучена из канала, чија се величина одређује на удаљености између тркача. У тијелу тркача направљене су двије рупе које су означене тако да се поклапају са онима доступним у трчању. За средишњу матицу је направљен пролазни отвор на који је заварена матица.
 Да бисте фиксирали попречну траку на врху, користите два вијка која пролазе. Да бисте направили поуздан носач, користите машине за гравирање. Јединице лежаја су фиксиране вијцима, пролазећи их кроз одговарајуће рупе, гравирајуће подлошке се користе за затезање. Осовине које се налазе на склоповима лежаја налазе се на врху конструкције оквира.
Да бисте фиксирали попречну траку на врху, користите два вијка која пролазе. Да бисте направили поуздан носач, користите машине за гравирање. Јединице лежаја су фиксиране вијцима, пролазећи их кроз одговарајуће рупе, гравирајуће подлошке се користе за затезање. Осовине које се налазе на склоповима лежаја налазе се на врху конструкције оквира.
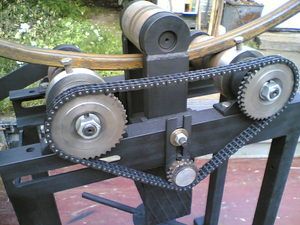
Након обављеног посла, заваривањем зупчаника са чвориштима спајају се заваривањем, јер је овај последњи део заварен испод ланца. Вретено и осовина вретена морају бити исте величине у пречнику. Да би се осигурала поуздана веза, избочени жлеб је постављен на песто, а попречни жлеб је пробијен у кућишту осовине. Најчешће се зупчаник једноставно завари на осовину, затим се стави на вретена и затегне једноставном матицом и запорном матицом.
Последња фаза
 У средини вертикалног канала вође испод дна капије заварена је осовина која причвршћује саму капију, поставите је са стране на којој се налазе зупчаници . Пре заваривања проверите однос осе и клизача тако да се, ако је потребно, ланац може извадити или бацити, али у радном положају је био затегнут.
У средини вертикалног канала вође испод дна капије заварена је осовина која причвршћује саму капију, поставите је са стране на којој се налазе зупчаници . Пре заваривања проверите однос осе и клизача тако да се, ако је потребно, ланац може извадити или бацити, али у радном положају је био затегнут.
Да би се направила стандардна капија, користи се део челичне траке, чија је дужина 50 цм, а на један крај радног дела заварен је комад шипке, који ће служити као дршка. На другом крају трака је заварена за песто, пречник задњег дела једнак је унутрашњем пречнику припремљених зупчаника.
Зупчаник дизајниран за пролазак ланца кроз њега притиснут је на главчини ручке, рад се врши помоћу порока. Да би поступак био бржи и практичнији, зупчаник се загрева на високу температуру (најмање 120 ° Ц). У таквим се условима отвор за монтажу повећава и олакшава утискивање, посебно јер ће хлађење сузити рупу, а зупчаник се не може скинути.
За израду стезне јединице узима се остатак арматуре и урезује се у рупу на ивици вијка, добија се дршка слична оној. Прије стављања ланца на три радна зупчаника, главчина је монтирана на осовини унапријед учвршћена и затегнута главном и запорном матицом. Као резултат тога, поуздан мењач је покренут за пренос ротационог кретања.
Завршна фаза састоји се у креирању кревета и свих непокретних елемената јединице како би се спречило ширење процеса корозије на металним деловима. Покретне и ротирајуће јединице и делови се не сликају, а делови који се трљају један о други не могу се третирати бојом.
Суптилности израде јединице
Почетни захтев је припрема цртежа. На Интернету можете преузети ручне шеме савијања профила. Цртежи „уради сам“ морају бити преправљени јер све предложене шеме не могу одговарати више врста профила и закупа.
Упркос једноставности склапања, потребно је обезбедити правилно постављање свих елемената, тако да се при огромном оптерећењу током савијања делови не рахљају. Неправилно постављање осовина и водилица за кретање носача довешће до кидања профила током рада или до добијања погрешног (угаоног, накривљеног) радијуса, материјал ће бити оштећен.
Цртежи се узимају са Интернета само ако се облик профила поклапа, што је у пракси веома ретко. Можете користити само шему кревета и локацију опреме за стезање, главчине са зупчаницима и окретне ручице. Цртеж се може сматрати погодним за израду машине за савијање само за одређени случај:
- ако током израде цртежа није направљена техничка грешка, само специјалиста може утврдити ову страну, тако да треба да се посаветујете са искусним механичаром;
- опис поступка састављања је детаљно направљен и све ознаке и величине за рад су присутне, поред главног цртежа дате су детаљне шеме које показују релативни положај радних и помоћних елемената, причвршћивача;
- у конструкцији се користе материјали и делови, чија набавка није тешка.
У основи, мајстор самостално прави цртеж, док су у основи готове шеме и прилагођава их сопственим потребама. У процесу дизајнирања пажњу скрећу на неке нијансе:
- обриси носећих површина ваљка одабиру се не само узимајући у обзир попречни пресјек профила, већ и његов облик и конфигурацију, понекад је такав посао тешко обавити;
- узима у обзир која ће се страна профила савити, на пример, угаона полица ће бити изван лука или унутар ње.
Неопходно је узети у обзир конфигурацију закупа да би се добио квалитативно закривљен профил након проласка профила дуж ваљака без дробљења његових уздужних избочења. Ово је посебно важно за производе великог попречног пресека, без пажљивог одабира површине ваљка, профил ће постати неупотребљив и биће га тешко користити за предвиђену намену.
Одабир облика радне површине ваљка
Мали пресјеци, на примјер, танка цијев или квадрат, добро се савијају без сложених површина, носећа страна ваљка је равна и уједначена. Остатак закупа захтева таква решења, према којима су нека решења дефинисана и стандардизована:
- За савијање цеви правоугаоног или квадратног пресека, бочна површина ваљка брушена је у облику равне површине са правоугаоним странама на ивицама. Такав дизајн је потребан тако да се профил са својим спољним димензијама чврсто уклапа у формирану шупљину. Страна реципрочног ваљка направљена је да одговара унутрашњој величини растојања између страна носача ваљка. Његова површина чврсто улази између њих и задржава профил од кидања.
- Овална или округла арматура или шипка успешно се савијају на ваљцима са жлебовима који су урезани на бочној површини потребног дела.
- Ако морате савити угао на спољној равнини (завршени лук има унутрашњи угаони део са спољашње стране), тада је контура ваљка за савијање равна, али се причврсна плоча лансира дуж ивице. Бројач осовине је раван са стране, на машини је радни положај ваљка изабран тако да је размак између њих једнак дебљини угаоне полице.
- Савијање угла на унутрашњој површини захтева задржавање перле на контра греди, а главни ваљак је раван.
- Канал је савијен слично углу, само су потпорне стране смештене на обе стране потпорног или реципрочног вратила. Зависи од које стране завршног лука ће се налазити полице канала.
- За савијање И-зраке, површине клипног и потпорног ваљка су једнаке и једнаке су унутрашњој удаљености између прирубница И-зраке. Крајеви осовина пролазе у шупљини између полица закупа и спречавају могућу деформацију.
- Понекад је потребно савити канал или греду преко полица. У овом случају, потребно је произвести сложену површину реципрочне и главне осовине, на којој је на обе стране предвиђена држача.
Немогуће је опремити машину за савијање профила, која ће бити универзална за рад са било којим профилом. Идеално решење је покупити сетове уклоњивих ваљка који ће се складиштити за сваку згодну прилику и причврстити ако је потребно помоћу вијчаног споја. Ове карактеристике се израчунавају у фази пројектовања и бележе се на цртежима.