
 Шипке од волфрама и његових легура широко се користе као електроде дизајниране за добијање трајних спојева помоћу аргонског заваривања. Користе се за прављење посебно критичних склопова, на пример, резервоара који раде под притиском. Помоћу волфрамових електрода заваривају се легуре од нерђајућег челика и легура.
Шипке од волфрама и његових легура широко се користе као електроде дизајниране за добијање трајних спојева помоћу аргонског заваривања. Користе се за прављење посебно критичних склопова, на пример, резервоара који раде под притиском. Помоћу волфрамових електрода заваривају се легуре од нерђајућег челика и легура.
Примена и карактеристике заваривања
Треба напоменути да употреба волфрамових електрода обезбеђује стабилност начина заваривања, константни лук за заваривање. Ова својства дају високо квалитетне заваре. Максимална ефикасност заваривања овим материјалима приказана је у заштитним гасовима. Ова врста заваривања користи се за повезивање материјала попут молибдена, никла и неких других.
Алат ове врсте је класификован као потрошни, али се у технолошком процесу користи истовремено са жицом за пуњење. Производи од волфрама користе се за повезивање метала различитих састава.

На површину производа од волфрама и његових легура не наноси се никакав премаз. У том процесу заваривач подноси материјал за пуњење одвојено, по правилу се такође израђује у облику штапа или жице.
Базен заваривања је заштићен од атмосферског кисеоника гасом који га окружује; у ту сврху се користе аргон, угљен диоксид, хелијум или смеша.
У пракси се најчешће користе шипке дужине 175 мм, али постоје и шипке за заваривање краћих дужина од 50 до 150 мм. Пречник коришћених материјала се креће од 1 до 8 мм. Можете одабрати жељени производ помоћу посебних таблица.
 Квалитет изведених радова, пре свега, обезбеђује хемијски састав легура волфрама. Тако се током њихове производње у легуру уводе адитиви следећих хемикалија: торијум, цирконијум и низ других. Ови адитиви повећавају отпорност шипки на топљење и, наравно, побољшавају квалитет заваривања.
Квалитет изведених радова, пре свега, обезбеђује хемијски састав легура волфрама. Тако се током њихове производње у легуру уводе адитиви следећих хемикалија: торијум, цирконијум и низ других. Ови адитиви повећавају отпорност шипки на топљење и, наравно, побољшавају квалитет заваривања.
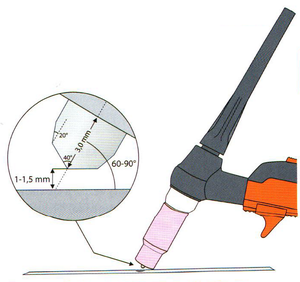
Заваривач мора стално да прати стање радног врха палице из волфрама. Ствар је сљедећа: рад лука на површини дијелова овиси о облику врха. Његов облик утиче на квалитет завара, његов облик и величину. Зато врх производа увек мора бити оштрији. У пракси се примењују правила и облик оштрења, који су прихватљиви за одређене врсте рада.
Облик оштрења одређује се марком производа, тако да врх ВП-а треба да буде у облику кугле, на ВТ-у би требало да постоји благо испупчење на крају, али заваривачки штапови ВЦ-а марке су наоштрени испод конуса.
Величина обраде (оштрења) краја шипке одређује се следећим обликом - пречник се множи са 2, 5. То јест, производ пречника 3 мм мора бити обрађен на удаљености од 7, 5 мм. Поред тога, треба имати на уму да, у зависности од материјала за заваривање и јачине струје заваривања, углови оштрења морају бити различити. Непоштовање ових смерница може да скрати век алата.
Дакле, ако је врх постављен неравномерно, то може довести до одступања лука од датог правца. Неправилно одабрана ширина довешће до оштећења као што је недостатак продора.
Упркос многим предностима ових производа, постоји барем један значајан недостатак - тешко је запалити и одржавати лук.
Да би се отклонио овај недостатак, паљење луком врши се у неколико корака:
- Направите кратки спој на тијелу обратка.
- Увлачење електроде од обратка на унапред одређеној удаљености.
За обављање ове операције, на месту заваривања додаје се додатак цирконијума. Овом методом можете запалити квалитетан лук.
Означавање производа
 Као и већина сличних производа, волфрамове електроде имају класификацију која се врши према применљивости. Неки, на пример, ВП се користе за рад са алуминијумом, а ВЦ за рад са нехрђајућим челиком. Да би се лакше разликовали, на њих се примењује трака у боји.
Као и већина сличних производа, волфрамове електроде имају класификацију која се врши према применљивости. Неки, на пример, ВП се користе за рад са алуминијумом, а ВЦ за рад са нехрђајућим челиком. Да би се лакше разликовали, на њих се примењује трака у боји.
За означавање шипки за заваривање волфрама употребљава се алфанумеричка ознака. Поред тога, волфрамове електроде за заваривање аргонским луком класификују се по боји.
Поред њега, на површину штапова наносе се боје које одговарају њиховом бренду. Ознака електрода укључује опис хемијског састава, као и присуство адитива. Ознака садржи слово В, означава да је волфрам основа хемијског састава. Количина адитива не прелази 0, 5% запремине.

Друго слово означава врсту адитива који се користи за прављење волфрамових електрода.
Дакле, марка ВП су волфрамове електроде за заваривање алуминијума и његових легура. Поред тога, металне електроде марке ВП користе се за прераду магнезијума. Производи марке ВЗ8 садрже цирконијум. Користе се за рад са бронзом, магнезијумом, никлом и њиховим легурама. Производи могу да раде са великим оптерећењима, за разлику од производа друге марке. Електроде ове марке су обележене зеленом бојом.
ВТ20 електрода садржи торијум у свом хемијском саставу. Производи ове врсте су најчешћи, али истовремено представљају одређену претњу заваривачу и људима који раде поред њега. Ствар је у томе што је овај материјал извор зрачења. Ово намеће одређена ограничења за њихову употребу у производњи заваривања. Електроде ове марке су обележене црвеном бојом.
Треба напоменути да шипке које садрже торијум омогућавају рад са готово било којом врстом материјала, од обичних челика до легура никла или молибдена.
 Универзалне електроде укључују и оне које припадају марки ВЦ 20. Цериум је укључен у њихов хемијски састав, што омогућава рад и са наизменичним и константним струјама за заваривање. Још једна разлика између производа ове марке је у томе што они обезбеђују стабилно сагоревање лука чак и при малом извору напајања. Електроде ове марке су обележене тамно плавом бојом.
Универзалне електроде укључују и оне које припадају марки ВЦ 20. Цериум је укључен у њихов хемијски састав, што омогућава рад и са наизменичним и константним струјама за заваривање. Још једна разлика између производа ове марке је у томе што они обезбеђују стабилно сагоревање лука чак и при малом извору напајања. Електроде ове марке су обележене тамно плавом бојом.
Другим речима, волфрамове електроде, чија је класификација дата горе, могу се користити за заваривање било којих легура.
Опрема за заваривање
Ако се за заваривање аргона користи волфрамова електрода, потребан је посебан сет опреме. То укључује:
- извор једносмерне или наизменичне струје;
- горионици са електроном која се не троши;
- резервоари у које се пумпа инертни гас;
- чахуре (црева) за довод гаса у радни простор.
 Електроде су направљене од волфрама или његових једињења. Температура његовог топљења је 3.380 степени Целзијуса, што му омогућава да се користи са скоро свим металима. Током рада се не топи, једино што је потребно је извршити оштрење у складу са одређеним захтевима. Електрода је уграђена у горионик, док је део електроде који не учествује у раду заштићен капом. Ово је неопходно како би се спречило да се споји на земљу.
Електроде су направљене од волфрама или његових једињења. Температура његовог топљења је 3.380 степени Целзијуса, што му омогућава да се користи са скоро свим металима. Током рада се не топи, једино што је потребно је извршити оштрење у складу са одређеним захтевима. Електрода је уграђена у горионик, док је део електроде који не учествује у раду заштићен капом. Ово је неопходно како би се спречило да се споји на земљу.
На горионику се инсталира дугме које напаја гас и напон. На крају горионика уграђена је керамичка млазница. Врх електроде излази из ње. Рукавице су повезане на ручицу горионика кроз коју се доводи плин.
Након што заваривач притисне дугме, започиње снабдевање гасом и струјом. Гас који долази из млазнице изолира базен завара од утицаја гасова садржаних у атмосфери.
Предности и недостаци
 Заваривање волфрамовим електродама осигурава заваривање без шљаке. У таквом шаву нема пора. Заваривање ове врсте омогућава вам да повежете већину познатих легура и метала. Поред тога, употреба заваривања ове врсте омогућава вам стварање веза са зидовима различитих дебљина.
Заваривање волфрамовим електродама осигурава заваривање без шљаке. У таквом шаву нема пора. Заваривање ове врсте омогућава вам да повежете већину познатих легура и метала. Поред тога, употреба заваривања ове врсте омогућава вам стварање веза са зидовима различитих дебљина.
Заваривање волфрамовим електродама изводи се без искре и прскања. На шаву се не ствара шљака, не пушта се дим, за разлику од електрода обложених премазом. Сви ови фактори омогућавају заваривање великом брзином.
Међутим, заваривање таквим материјалом подразумева да је пре обављања радова потребно пажљиво очистити површину делова. У супротном, резултирајући шав имаће одређене недостатке (недостатак фузије, пора, итд.).