
- Услови чврстоће
- Припрема на радном месту
- Општи поступак
- Меко лемљење водоводних цеви
- Чврсто лемљење бакарних једињења
- Причвршћивање за бакарне цеви
- Разлика између лемљења бакра и месинга
 Бакар је један од лако доступних метала, који се широко користи у индустрији и систему стамбених и комуналних услуга. Лемљење бакарних цеви је веза помоћу арматуре, тврдог и меког лемљења. Технологија је позната од давнина, а данас је посебно релевантна - уз коришћење савремених материјала за лемљење.
Бакар је један од лако доступних метала, који се широко користи у индустрији и систему стамбених и комуналних услуга. Лемљење бакарних цеви је веза помоћу арматуре, тврдог и меког лемљења. Технологија је позната од давнина, а данас је посебно релевантна - уз коришћење савремених материјала за лемљење.
Услови чврстоће
Један од услова за непропусност и чврстоћу лемљених производа је одговарајућа ширина лемљеног споја. Да би се осигурало ово стање, користе се посебни уређаји за прикључке, двоструке лактове, капке, чахуре. Бакар се може лемити:
- мекане лесове (тачка топљења испод 450 Ц);
- лемљење лемљења (тачка топљења изнад 450 Ц).
Врсте лемиља које се користе на бакарним водоводним цевима:
- 40 одсто олова / 60 одсто кала;
- 95 одсто коситреног антимона / 5 одсто олова;
- 50% оловног лемка препоручује се на водовима од легуре бакра које се не смеју користити за пиће;
- лемљење без олова за цеви које се користе у водоснабдевању.
Припрема на радном месту
Само-лемљење бакарних цеви требало би да се изврши након припреме радног места, а рад треба да започне правим избором алата за лемљење бакарних цеви и припадајућих материјала.
Потребни алати за лемљење:
 Бакарни секач.
Бакарни секач.- Метална четка.
- Савијач цеви.
- Абразивна крпа.
- Налепите флукс.
- Лемљење без олова.
- Рукавице.
- Заштитне наочаре.
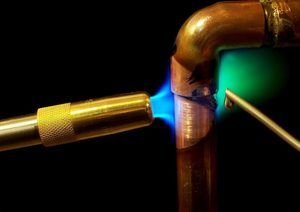
Инсталација лемилних спојева у инсталацијама врши се коришћењем одговарајућих горионика са пропаним ваздухом или ацетиленским кисеоником. Температура пламена пропан - ваздух је око 1900 Ц, а ацетилен кисеоник око 3100 степени. Висока температура пламена оксиацетилена, с једне стране, убрзава процес загревања до температуре лемљења, са друге стране, ствара опасност од неприхватљивог топљења површине цеви.
Алат за лемљење, посебно поклопац горионика, је критични фактор који утиче на квалитет. Стога, чак и загревање стандардним гориоником, упркос веома високој топлотној проводљивости бакра (411 В / м * К), може бити тешко, посебно на местима која не дозвољавају померање лемилице. У таквим је ситуацијама много исплативије користити горионике са поклопцима који равномерно греју површину лемљења.
Општи поступак
 Пре лемљења бакарних цеви најпре одрежите његову тачну дужину бакљом или ножом. Ако се користи ножна тестера да би се обезбедио равномерни рез, треба поднијети или све унутрашње и спољашње избочине уклонити ремебером или другим алатом оштрих ивица. Ако цев није округла, мора се довести до праве величине помоћу алата за калибрацију.
Пре лемљења бакарних цеви најпре одрежите његову тачну дужину бакљом или ножом. Ако се користи ножна тестера да би се обезбедио равномерни рез, треба поднијети или све унутрашње и спољашње избочине уклонити ремебером или другим алатом оштрих ивица. Ако цев није округла, мора се довести до праве величине помоћу алата за калибрацију.
Површине цевовода морају бити чисте и без загађења уљем, мастима или оксидом. Могу се правилно очистити четкањем од нехрђајућег челика или брушењем. Ако је на њему присутна масноћа, потребно ју је очистити растварачем, а такође уклонити све стране честице, попут брусног папира, брисањем подручја сувом крпом. Интерфејс треба да буде веома чист.
Технологија наношења флукса осигурава једноликост на крајевима цеви и унутрашњим наставцима. Спречиће оксидацију бакра када се загрева када је довољно вруће да лемите. Није потребно користити велику количину флукса, јер ће то довести до корозије у цеви.
 Сав вишак флукса уклања се памучном крпом. Са њим не можете радити голим рукама, јер су његове хемикалије штетне за кожу. Чим се у круг угради фитилица или цеви, потребно је започети лемљење с врха шава, а чим почне да се загрева, лемљење ће тећи до самог краја споја. У овом тренутку морате држати бакљу лемилицом даље од цеви.
Сав вишак флукса уклања се памучном крпом. Са њим не можете радити голим рукама, јер су његове хемикалије штетне за кожу. Чим се у круг угради фитилица или цеви, потребно је започети лемљење с врха шава, а чим почне да се загрева, лемљење ће тећи до самог краја споја. У овом тренутку морате држати бакљу лемилицом даље од цеви.
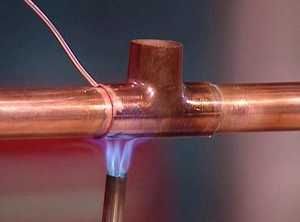
Заваривање бакром с пропаном идеално је за мале послове, док се ацетилен користи за цеви веће од 3/4 инча. Пре заваривања проверите да нема притиска у цеви. Поступак лемљења се не може извести када се у њему налази вода. Воду је потребно испразнити и сачекати да се потпуно осуши. Цев се загрева пре лемљења са обе стране тако што полако окреће бакљу око споја како би ватра равномерно распоредила све док лемљење не дође у контакт са шавом.
Месингани фитинги захтевају додатну топлоту. Пламен се поставља на просечан или висок ниво да се добије довољна тачка топљења. Ако је пламен правилно постављен, гориће различитим нијансама плаве боје. Изузетно вруће температуре су иза видљивог пламена. Уметните крај увучене цеви у фитинг, подуприте структуру како би се осигурало правилно поравнање док лемљена легура не стврдне.
 Након тога, шав се држи неколико секунди (или више), у зависности од његове величине. Сада је кућни склоп спреман за лемљење. За већину радова који користе кисеоник - ацетиленске гасове треба користити карбуризацију или неутрални пламен који има изражен унутрашњи конус.
Након тога, шав се држи неколико секунди (или више), у зависности од његове величине. Сада је кућни склоп спреман за лемљење. За већину радова који користе кисеоник - ацетиленске гасове треба користити карбуризацију или неутрални пламен који има изражен унутрашњи конус.
Оксидациони пламен мора се избегавати. Вишак ацетилена уклања површинске оксиде из бакра. Биће светла и неће потамнити или поцрнити због неправилне оксидационе бакље.
Лемљење ваздух / ацетилен бакљи је популарна алтернатива кисеонику. Ток гаса увлачи ваздух у мешалицу, почиње да се окреће да би побољшао сагоревање и повећао температуру пламена. Започните грејање цеви тако што ћете прво ставити батерију у тачку одмах поред прикључка.
Распрострањујте пламен наизменично око цеви и фитинга све док обоје не постигну температуру лемљења пре наношења пунила за лемљење. Када се користи флукс, потребно је грејати цев док проток не пређе температуру мехурчића, режим постаје тих, а легура течна и прозирна, слично чистој води.
 Тек након што се базни метали загреју до температуре лемљења, техничар може додати метално пунило. У овом тренутку, пламен се може одмах открити на врху пунила да би се започео процес топљења. Увек је потребно и инсталацију и цеви држати загрејане док се пламен игра преко цеви и намешта када се легура за лемљење увуче у спој. Легура лемљења ће дифундирати и потпуно испунити све површине поцинкованог споја.
Тек након што се базни метали загреју до температуре лемљења, техничар може додати метално пунило. У овом тренутку, пламен се може одмах открити на врху пунила да би се започео процес топљења. Увек је потребно и инсталацију и цеви држати загрејане док се пламен игра преко цеви и намешта када се легура за лемљење увуче у спој. Легура лемљења ће дифундирати и потпуно испунити све површине поцинкованог споја.
Затим морате зауставити пуњење лемљеног лемљења након пуњења зоне заваривања. Прекомерно лемљење не побољшава квалитет или поузданост лемљења и отпадни је материјал. Сви остаци флукса морају бити уклоњени ради прегледа и испитивања под притиском. Одмах након уградње легуре за лемљење угасите и уклоните све остатке флукса. Ако је потребно, користите крпу или смицалицу.
Меко лемљење водоводних цеви
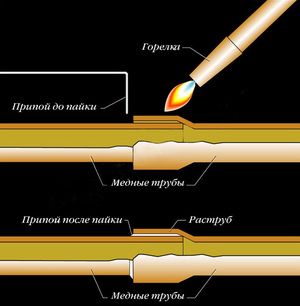
За лемљење цеви пречника мањег од 28 мм због могућности прегревања материјала и оштећења на површини цеви, користи се само меко лемљење за лемљење бакарних цеви. Припрема споја за лемљење и меко лемљење је у основи једнака као у општим случајевима: сечење цеви, одвирање на ивицама, ширење крајева цеви (ако се не користе конектори), чишћење површине цеви на месту прикључка и коришћењем флукса. Продавачи оловног калаја су најпрепоручљивија везива за меко лемљење биљака бакра.
Треба напоменути да из санитарних разлога лемљење које садржи кадмијум и олово није дозвољено користити у инсталацијама за питку воду. У овом случају користе се калај од бакра (С - Сн97Цу3) и калај - сребро (С - Сн97Аг3). Често се за лемљење меких биљака бакра користе флукс или конектори са лемилицом за стезање. Чврстоћа смицања лемљених спојева меким лемљењем обично не прелази 50 МПа и значајно се смањује с повећањем температуре, што доводи до ограничења употребе меких прибора за инсталације које раде на температурама до 110 Ц.
Поред тога, потребно је користити лемљење које раствара оксиде са површине лемљених елемената и штити од поновне оксидације током лемљења. Мекани токови за лемљење су обично паста, гел или течност, која после лемљења треба да остане неагресивна, а у случају инсталација за питку воду - нетоксична, шљака, лако се испере хладном водом.
Чврсто лемљење бакарних једињења
 За лемљење чврстих биљака бакра препоручује се коришћење бакар-фосфорног везива са додатком сребра, што побољшава пластична својства лемљења. Препоручује се везивање сребра Аг - Цу - Зн или Аг - Цу - Зн - Сн. Употреба коситра - фосфора је економична због релативно ниске цене у поређењу са продавцима сребра. Додатна предност ових добављача је елиминација потребе за флуксом, јер фосфор обезбеђује редукцију бакрових оксида који прекривају лемљени метал.
За лемљење чврстих биљака бакра препоручује се коришћење бакар-фосфорног везива са додатком сребра, што побољшава пластична својства лемљења. Препоручује се везивање сребра Аг - Цу - Зн или Аг - Цу - Зн - Сн. Употреба коситра - фосфора је економична због релативно ниске цене у поређењу са продавцима сребра. Додатна предност ових добављача је елиминација потребе за флуксом, јер фосфор обезбеђује редукцију бакрових оксида који прекривају лемљени метал.
У осталим случајевима треба користити флукс флукса одговарајуће активности при температури лемљења, зависно од тачке топљења лемљења. Флуксеви за лемљење могу бити у облику пасте, праха, суспензије. На тржишту је доступан и флукс који садржи лемљење, било у облику облога или у језгри лемљења. Тада нема потребе за додатним током на лемљеним површинама.
Чврстоћа лемљених бакра - фосфора је око 120 МПа, а сребрних око 170 МПа, тако да је неколико пута већа од чврстоће спојева израђених помоћу калајиста.
Причвршћивање за бакарне цеви
Стезаљке за цеви чврсто наслоњене на зид, потпорну греду или другу конструкцију. Ове стезаљке су обично једна конзола са две рупе за постављање на тврду површину или флексибилна метална трака са рупама избушеним на сваких неколико центиметара. За било коју врсту стезаљки потребна је монтажа на зид или греду.
Постоји неколико врста причвршћивача за избор:
- обујмице за бакрене цеви;
- нокти
- вијци и вијци;
- пластичне стезаљке и затварачи;
- алтернативни затварачи.
Такве цеви обично захтевају стезаљке, јер ће употреба исте врсте метала смањити услов за корозију од малих електричних струја које настају спајањем различитих метала. Бакар пружа флексибилну стезаљку која омогућава цевима да се шире и скупљају у различитим временским условима. Стезаљке за цеви доступне су у обликованим изведбама у облику слова Ц или у флексибилним бакарним тракама са стезаљкама убодним дуж траке. Било која врста важи за водовод у бакару.
 Нокти су уметнути са обе стране стезаљке за цев и фиксирани на месту да фиксирају држач на зид или другу површину. Они су најприкладнији за дрво, али могу се користити са сухозидом и отвореним плочама.
Нокти су уметнути са обе стране стезаљке за цев и фиксирани на месту да фиксирају држач на зид или другу површину. Они су најприкладнији за дрво, али могу се користити са сухозидом и отвореним плочама.
Важно је користити цинкове нокте да не би дошло до корозије главе нокта током времена. Инсталирање хардвера захтева опрез. Бакрене цеви лако се савијају, а промашени ударац чекићем може га оштетити. Пре лемљења најбоље је започети с видео туториалом који показује праву технологију.
Вијци и вијци су још једна опција за причвршћивање стезаљки. Вијци захтевају употребу бушилице, али су много јачи од ексера. Вијци добро раде у дрву, али се могу уградити и у бетон или друге тврде површине. Неке стезаљке за цеви су везане вијцима. Вијци обично долазе са стезаљкама. Боље је користити поцинчане вијке и вијке како бисте умањили вероватноћу да се временом кородирају.
Помоћу бакарних цеви можете користити пластичне копче и спајалице. Пластика се не кородира на површини бакра и држи се чврсто колико и бакарне стезаљке. Пластични патентни затварачи такође се користе за спајање цеви на другу површину. Ово је посебно корисно када на пример, када спајате више цеви, није батерија за бакрене цеви са чавлима или вијцима. Пластични патентни затварачи долазе у различитим димензијама за било коју примену.
Разлика између лемљења бакра и месинга
Лемљење је погодан алат када је у питању поправак водовода у купатилу. Лемљење није иста врста операције, али у различитим случајевима су потребне и друге технологије. Конкретно, лемљење месинганих цеви може бити сложеније од лемљења бакра, јер месингане арматуре захтевају веће температуре.
Основни поступак повезивања месинганих или бакарних водоводних цеви је у основи исти, али велика разлика између бакра и месинга је у томе што месинг захтева много више топлоте за правилан рад лемљења. У ствари, потребно је загревати метал пет или шест пута више од бакра, тако да дође до тачке у којој се лемљење топи. Ово ће захтијевати већу температуру бакље, више времена, топлоте метала и скрену пажњу на понашање пламена са свих страна.
Месингане цеви су помало необичне, тако да пре него што започнете лемљење, морате бити сигурни да се притисак унутар лемљења не акумулира, већ се слободно уклања у околину.
Искуство указује да пропански горионици нису довољно врући да би радили са месингом. Уместо тога, при раду са месингом користи се посебан гас, који представља мешавину метилацетилена и пропадиена, који достиже већу температуру од пропана. Не треба штедјети на употребу флукса или пасте за лемљење када требате да инсталирате цеви.